wire-cut EDM

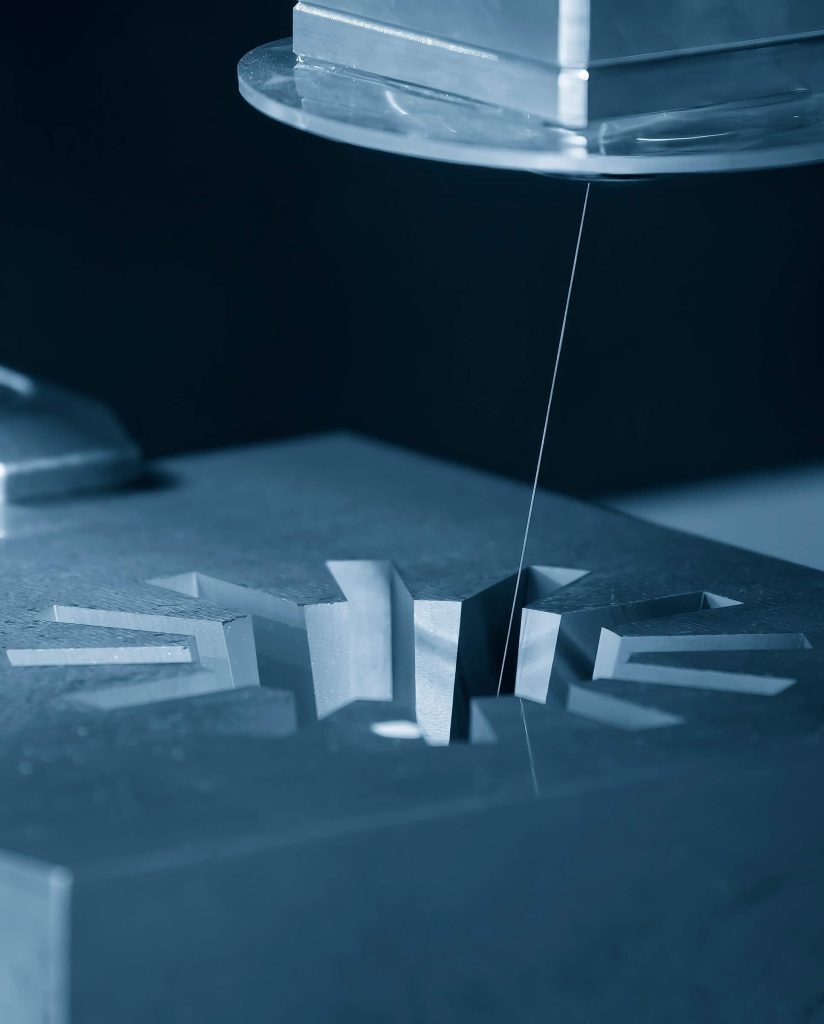
Wire-cut machining or wire EDM is an advanced method used to process materials with high precision and complexity. The process involves the use of electrical sparks created between a wire electrode and the workpiece. These sparks gradually erode the material and form the desired shape or pattern. We use a Ø0.25mm thick wire, which gives a gap/opening of 0.34-0.37mm when splitting parts, depending on height.
Wire-cut machining has many applications within industry. It is often used to create special geometries, prototypes and to shape and cut all kinds of materials that conduct electricity. Due to the accuracy of wire-cut machining, it can be used to create everything from large to very small, complex parts with high precision and quality.
With Wire-cut EDM machining, precise tolerances can be achieved as well as smooth and fine surfaces without deformation. This advanced technology has become indispensable for many industries and gives manufacturers the opportunity to realize even the most demanding and complex parts.
Typical tasks that are suitable for wire-cut EDM
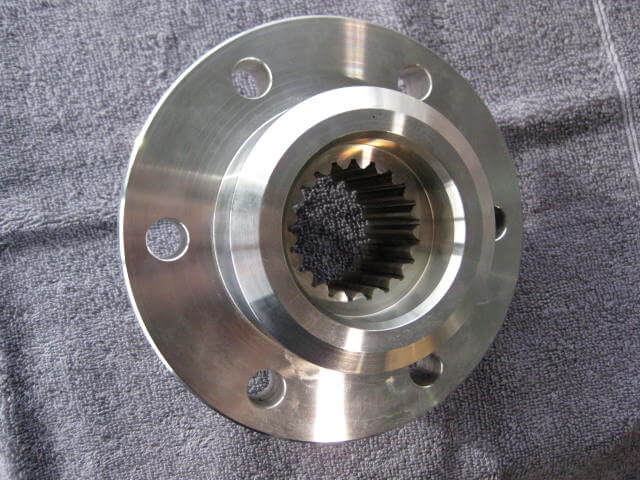
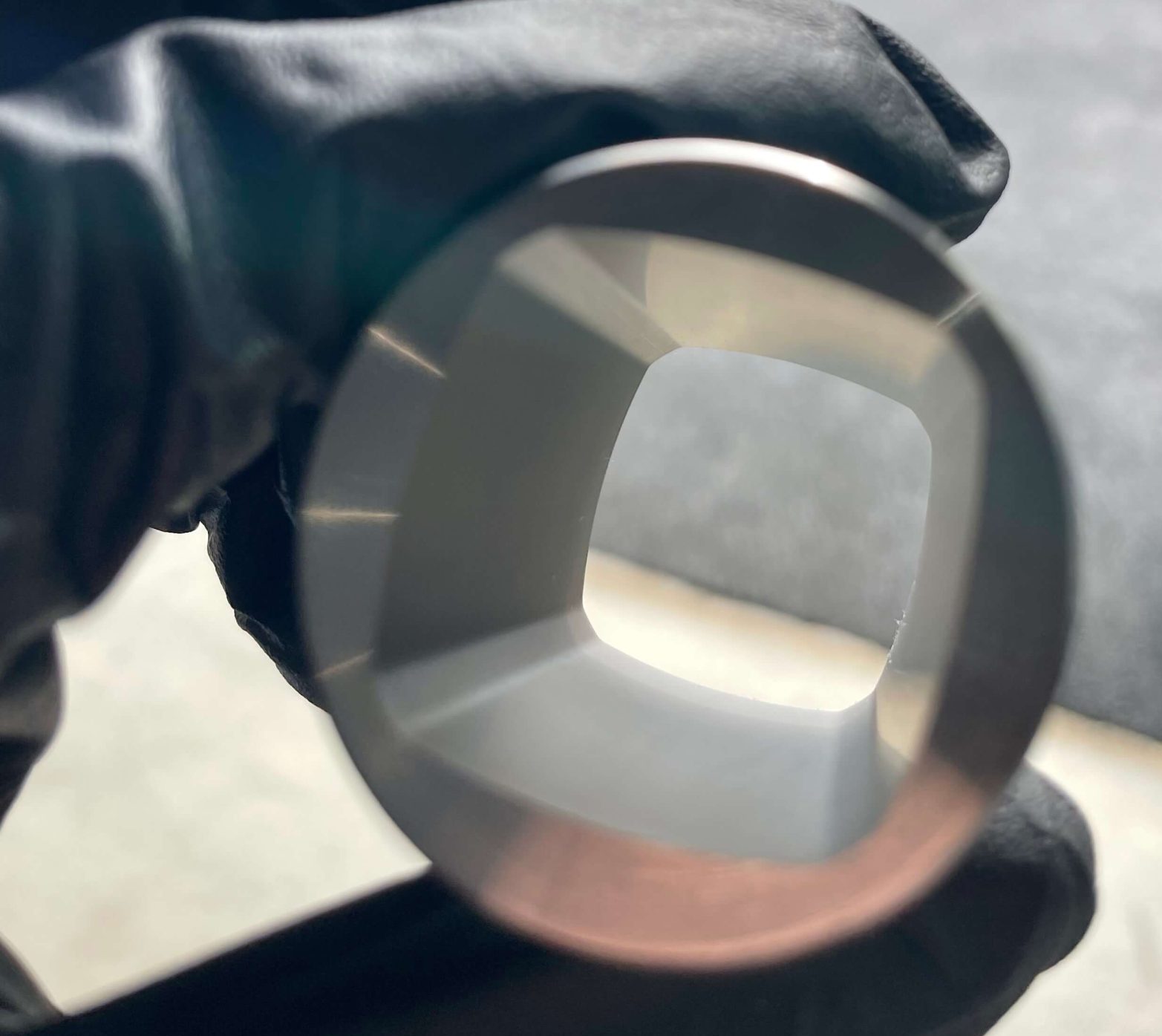
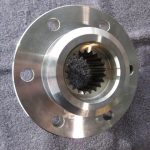
Gears, splines, keyways, splitting of machined parts and products with complex geometry with sharp/small radii can be made using wire EDM.
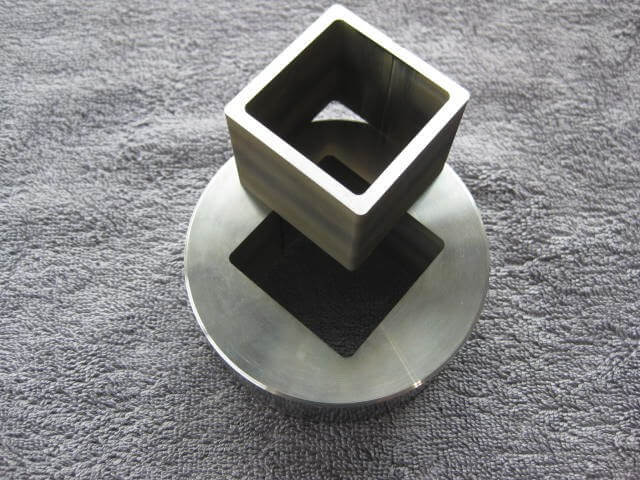
It enables machining small products with complex geometry that are almost impossible to machine with conventional CNC machines. We also have the option to drive with an angle/taper of 30 degrees and can achieve surface fineness from 0.25 Ra.
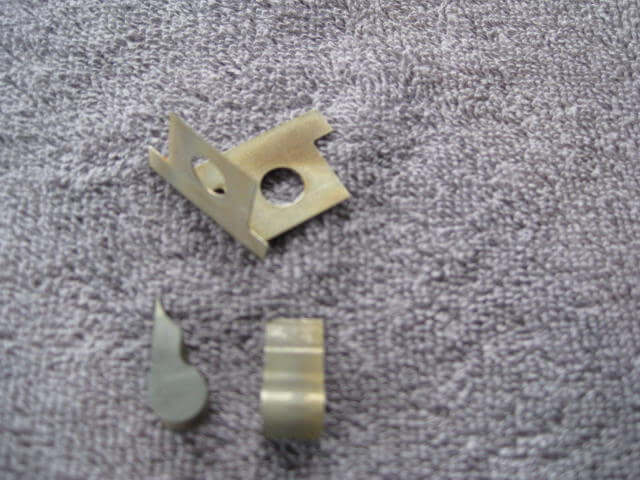
We can machine Aluminium, Aluminum Bronze, Copper, Brass, Inconel, Super Duplex, Stainless Steel, Tool Steel, Hardened Steel, Titanium etc. with wire EDM. In the gallery below you can see examples of profiles and parts we can make using wire EDM.


















































































































Useful info wire EDM
Wire EDM erosion becomes more effective if we can build up pressure below and above the part. This can be achieved if the desired parts are machined by the customer to undersize or oversize in advance. Machining of undersize or oversize is agreed upon in advance.
We use wires with a thickness of Ø 0.25mm for wire erosion. The wire + the spark gap leads to a gap of 0.34-0.37 mm when splitting parts, which will vary according to the part's height and geometry. Inside corners will have a radius of around 0.16-0.170 mm when wire cutting. The maximum height of products we can process is 800mm.
Holes used for centering the thread must be 100% in the center in relation to the part, it is also important that the hole is free of burrs and chips. Starting holes for various geometries are also agreed in advance.