trådgnist

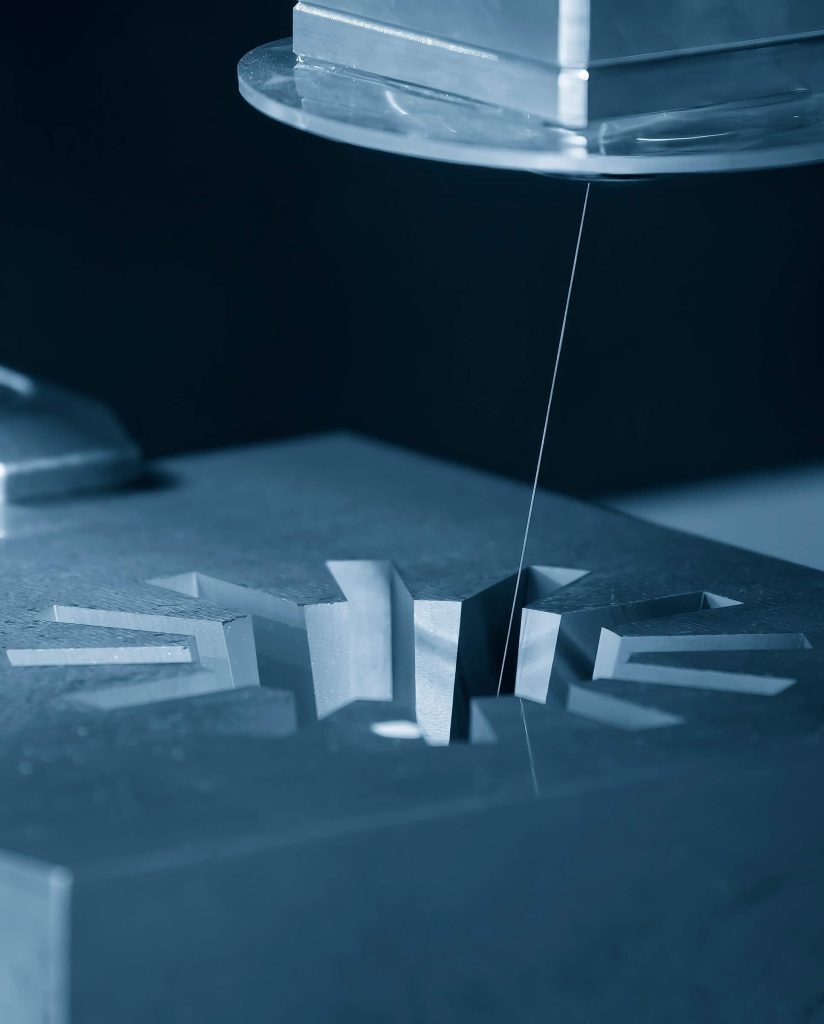
Trådgnistmaskinering eller wire EDM er en avansert metode som brukes til å bearbeide materialer med høy presisjon og kompleksitet. Prosessen involverer bruk av elektriske gnister skapt mellom en trådelektrode og arbeidsstykket. Disse gnistene eroderer gradvis materialet og danner ønsket form eller mønster. Vi benytter oss av en Ø0.25mm tykk tråd, som gir et gap/åpning på 0.34-0.37mm ved splitting av deler, alt etter høyde.
Trådgnistmaskinering har mange bruksområder innen industrien. Det brukes ofte til å lage spesielle geometrier, prototyper, forme og kutte alle slags materialer som leder strøm. På grunn av nøyaktigheten med trådgnistmaskering kan trådgnist brukes til å lage alt ifra store til veldig små, komplekse deler med høy kvalitet og presisjon.
Med trådgnistmaskinering kan man oppnå presise toleranser samt oppnå jevne og fine overflater uten deformasjon. Denne avanserte teknologien har blitt en uunnværlig metode i industrien, og gir produsenter mulighet til å realisere selv de mest krevende og komplekse deler.
Typiske oppgaver som egner seg til trådgnist
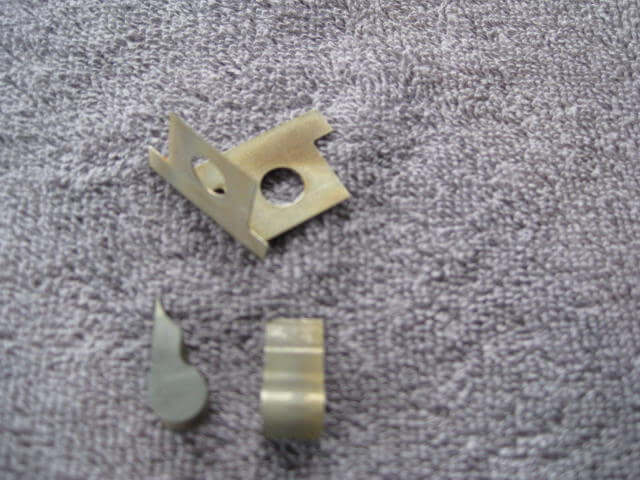
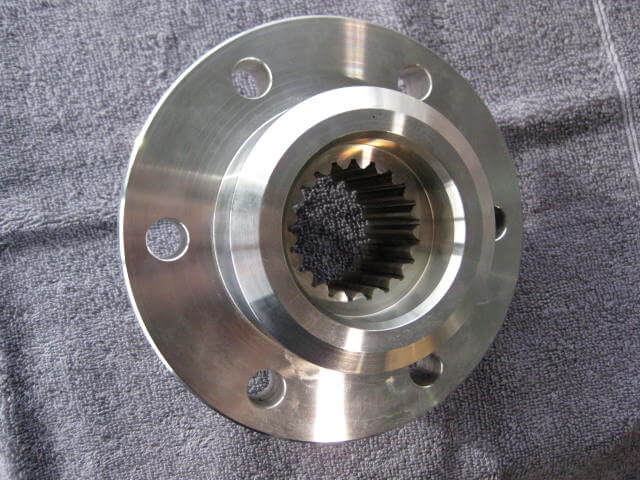
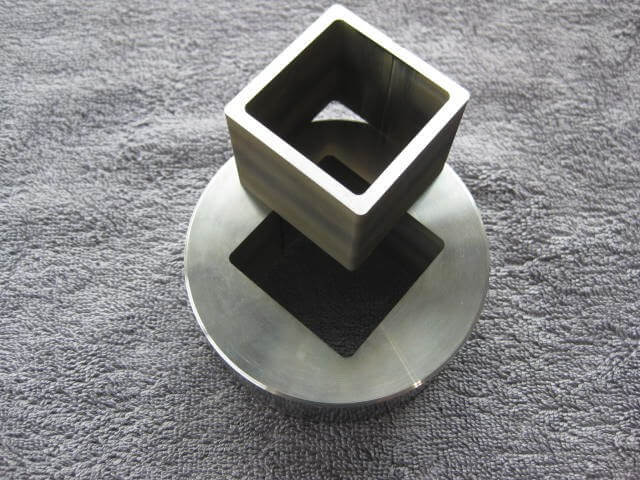
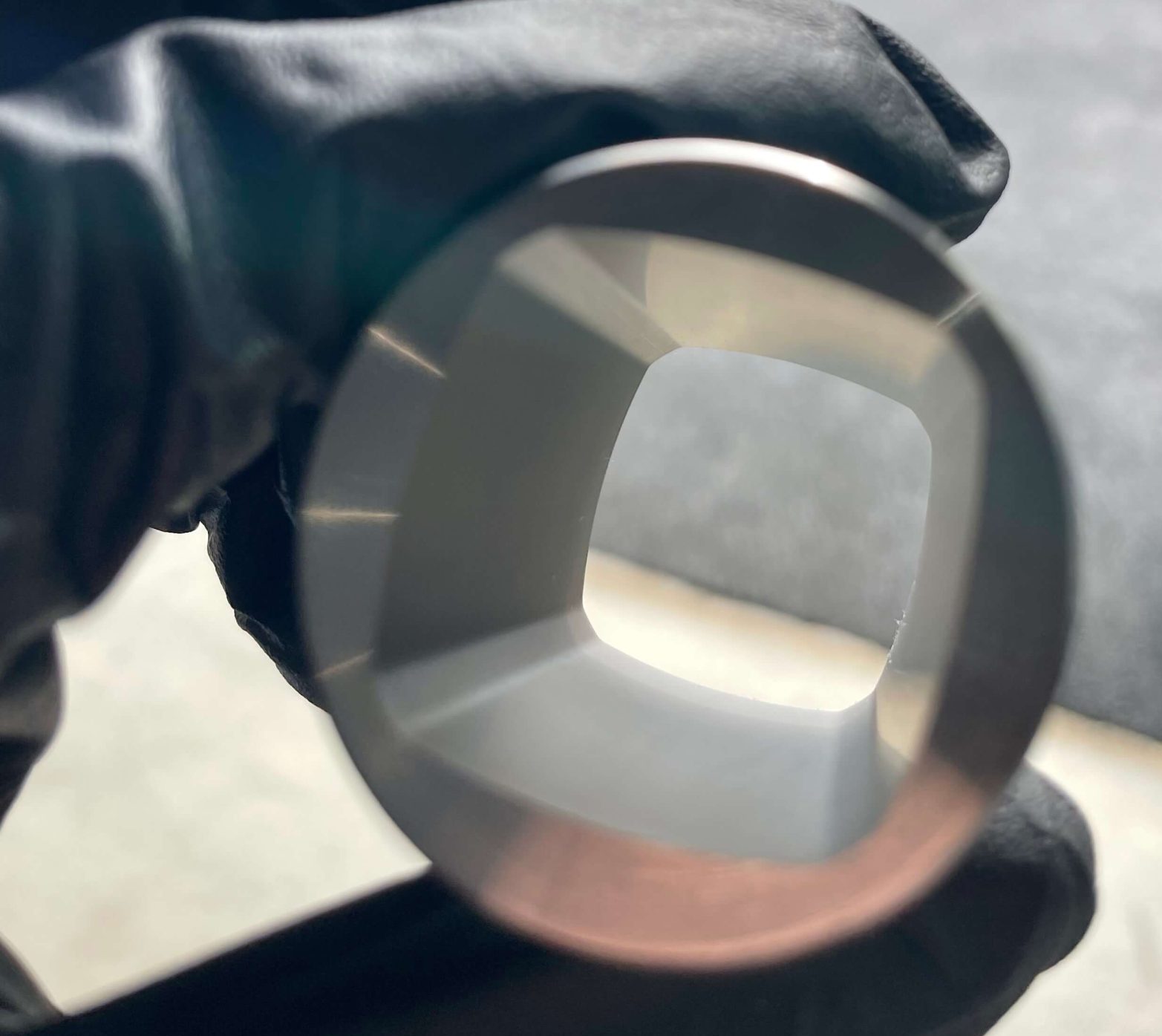
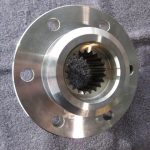
Tannhjul, splines, kilespor, splitting av maskinerte deler og produkter med kompleks geometri med skarpe/små radier kan lages ved bruk av tråderodering.
Maskinering av små produkter med kompleks geometri som er nærmest umulig å maskinere med konvensjonelle CNC-maskiner, kan ofte produseres ved å benytte tråderosjon. Vi har også mulighet til å kjøre med vinkel/taper på 30 grader og kan oppnå overflatefinhet fra 0.25 Ra.
Vi kan maskinere i Aluminium, Aluminium Bronse, Kobber, Messing, Inconel, Super Duplex, Rustfritt Stål, Verktøystål, Herdet Stål, Titan etc. ved trådgnist. I galleriet under kan du se eksempler på profiler og deler vi kan lage ved bruk av trådgnist.


















































































































Nyttig info trådgnist
Trådgnisting blir mer effektivt hvis vi får bygget opp trykk under og over delen, da kreves det gods. Det er derfor ønskelig at produktene maskineres av kunde på undermål eller overmål. Maskinering av undermål eller overmål avtales i forkant.
Vi benytter tråd med Ø 0.25mm ved trådgnisting. Tråden + gnistgapet fører til et gap på 0.34-0.37 mm ved splitting av deler, vil variere alt etter delens høyde og geometri.Innvendig hjørner vil få en radius på rundt 0.16-0.170mm ved trådskjæring. Maks høyde på produkter vi kan trådskjære er 800mm.
Hull som benyttes til sentrering av tråden må stå 100% i senter i forhold til delen, det er også viktig at hullet er fri for grader og spon. Starthull til diverse geometrier avtales også i forkant.