
die sink edm

Die sinking, also known as die sink erosion, is an advanced method used to process materials with high precision and complexity. This technique involves creating desired shapes or patterns using one or more electrodes
During die sinking, the electrode, which is shaped to the desired pattern, is lowered into the material. The electrode creates sparks that gradually erode away material to form the desired shape. This process is repeated precisely and controlled so that high precision and quality are achieved in the finished product.
Die sinking is used in various industries, including the oil and gas industry, machine tool industry, the die and punch industry, and electronics manufacturing. The method is particularly suitable for making parts with intricate and complex details. Die sinking makes it possible to achieve complex geometries that may be difficult or impossible to produce with other methods.
Typical tasks that are suitable for Die sinking
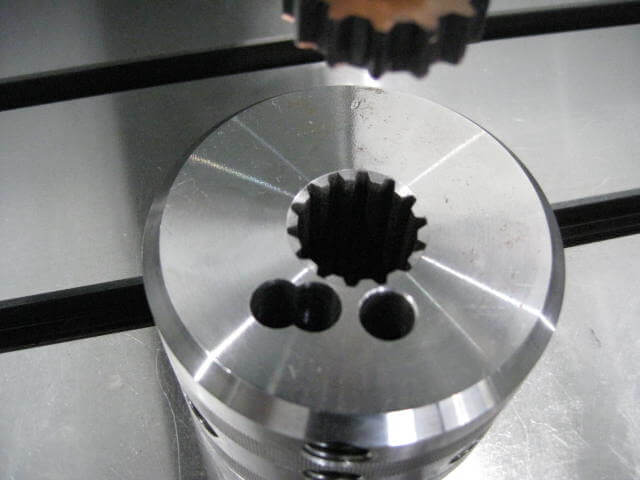
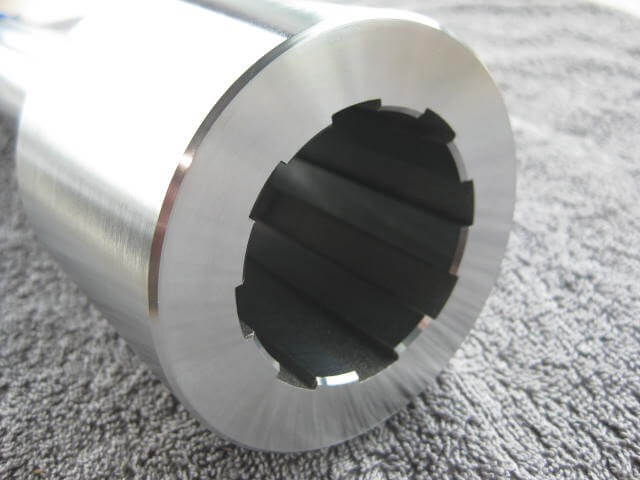
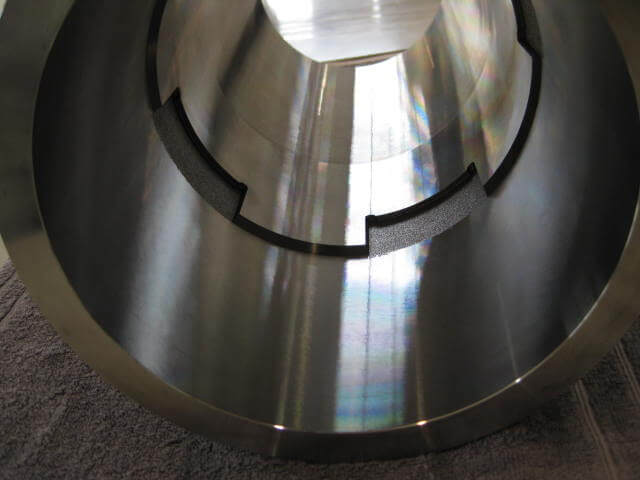
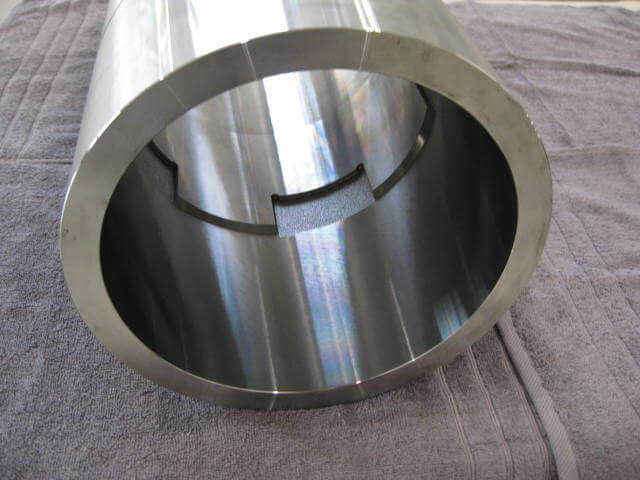
With die sink erosion, we can carry out operations that cannot be carried out in any other forms of CNC machining. This includes non-continous keyways, splines, hexagonal holes, rectangular holes, and other geometries we can erode into the products.
Cracks and notches can be sparked into the material to test NDT equipment and for calibration of NDT equipment. Weld root fatigue Notches can be performed with EDM spark erosion. We are also able to remove drill bits, milling cutters, taps, screws, and bolts that are broken and stuck in machined products. We can also erode internal holes inside machined products.
We have die sink machines equipped with a large rotary table that allows passage of parts up to Ø250mm. The rotary table can be used to index the workpiece and as a fully controlled axis for sparking contours, and C-axis machining. We have the largest die-sinking machine in Nordics, which is custom-designed to enable us to take workpieces up to several meters. In the gallery below, you can see examples of what we can do with our die-sinking machines.



























































































Useful info die sinking
If possible, the customer machines out as much material as possible on products that are to be processed. Machining of undersize or oversize is agreed upon in advance.
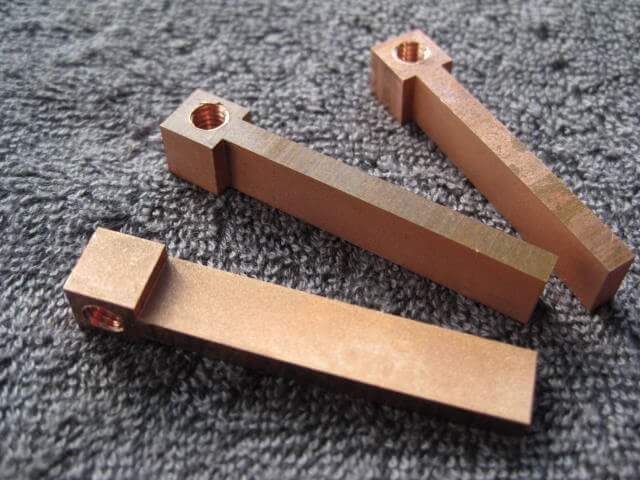
When it comes to making the electrodes, we can help with the design/3D modeling of electrodes for the products/parts you want.
